








服务热线
400-820-2021


锤式破碎机在实际使用中,常出现锤头断裂及寿命短、端盘和锤盘磨损过快及断裂、轴承发热等现象,严重影响企业正常生产。本文对上述现象产生的原因进行分析,并介绍相应的处理措施。
1、锤头断裂及寿命短
锤头断裂的主要原因有三个:一是矿石中夹带铁块,二是化学成分控制有误(磷、碳、硅等元素严重超标),三是热处理工艺不当。
锤头寿命短的主要原因也有三个:一是锤头材质选择错误,二是被破碎矿石的易碎性差和磨蚀性大,三是破碎机选型不当。
锤头磨损失效分析:当物料与高速旋转锤头撞击时,如正面撞击,物料尖角压入锤面,形成撞击坑,此时锤头属于撞击凿削磨料磨损。但当物料以一定角度撞击锤头时,冲击力可分解为垂直锤面的法向应力和平行锤面的切向应力,前者使锤头表面产生冲击坑,后者对锤头表面进行切削,形成一道道切削沟槽,则为切削冲刷磨损。
锤头工作时不是整个锤面破碎物料,制砂机,只有侧面靠近边缘的区域进行破碎,称为工作区。随着锤头的不断磨损,工作区发生变化,物料对锤头的磨损方式也发生变化,前期以撞击凿削磨料磨损为主,逐渐转为后期以切削冲刷磨损为主。因此锤头磨损失效机理是撞击凿削磨料磨损和切削冲刷磨损。
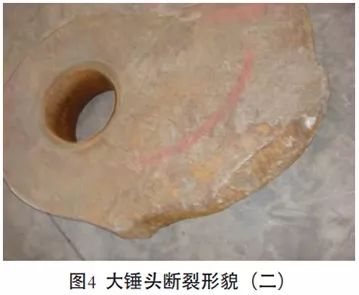
大锤头撞击凿削磨料磨损形貌如图1,大锤头的切削冲刷磨损形貌如图2。由于生产中工艺控制不佳或使用中操作不当将产生锤头断裂,图3、图4为大锤头断裂形貌。



2、端盘和锤盘磨损过快及断裂
端盘、锤盘是锤式破碎机转子的主要工作部件。高速运转的转子承受着巨大冲击载荷和交变载荷。而端盘、锤盘不仅分担了相当大部分冲击和交变载荷,同时端盘的外圆又不停地承受着物料冲刷磨损,工况条件较为恶劣。如原矿进料块度过大,破碎物料不当或转子结构强度设计有缺陷,都极易造成转子结构变形,端盘和锤盘磨损过快及断裂。
3、轴承发热
轴承发热是锤式破碎机常见的故障之一。轴承发热主要原因:一是轴承座振动过大;二是两轴承座水平误差过大;三是轴承座内孔与轴承外圈之间顶间隙过小;四是轴系中透盖等零件与轴有干涉;五是轴承损坏。有时几个因素交织在一起,互相影响,很难说哪一个因素是主要因素。
小结
(1)为避免锤式破碎机材质结构等选型不当,造成锤头、端盘和锤盘等主要部件过早失效,待破碎的矿石需取样进行易碎性和磨蚀性等测定,弄清矿石的破碎性能后再选择适宜的机型和材质。
(2)对于磨蚀性高又很难、极难破碎的矿石,不宜采用锤式破碎机,应该考虑两段破碎。其中第一段粗碎可选用旋回式粗碎机或颚式粗碎机,第二段破碎可选用圆锥式破碎机。
(3)为避免轴承发热,设计上应优先考虑在小皮带轮上带风扇等辅助降温措施。同时浮动端传动轴承建议优选CARB圆环滚子轴承。该型轴承既可自动调心又可轴向位移,轴承外圈则可设计成过盈配合,从而避免了采用普通球面滚子轴承时,顶间隙过大易跑外圈,顶间隙过小则无法浮动的尴尬。
编辑整理:菲尼克斯机械设备(平台所发内容以传播行业知识为目的,文中涉及内容归原作者所有,如有侵权或不当之处,烦请联系小编删除或改正,不胜感激。)公司邮箱:info@pmpsj.com
影响单缸液压圆锥破碎机产品粒度4个因素
制砂机磨损修复指南,解析磨损问题及解决方案
反击破易损件介绍及更换流程
破碎生产效率低,通过改造筛分工艺后年收益增加!
3分钟让你全面了解砂石骨料
如何组建运营时产500吨的砂石骨料生产线
江苏菲尼克斯机械2026年春节放假通知
菲尼克斯携高端破碎设备亮相2025俄罗斯矿业机械展览会
圆锥破的小修,中修,大修都要怎么做?更换部件注
详解振动筛侧板、底梁、大梁等开裂点的处理方法,简单且容易操作
球磨机研磨效果差,出料粒度大的6个原因及处理方法
圆锥破碎机漏油的原因分析及解决方案
【非法采砂资讯】长江流域特大非法采砂涉案资金最大案告破
菲尼克斯闪耀2026俄罗斯矿业展:从展会启发到未来战略布局
他人宅家里防疫情,他们却溜出去盗采砂石!邢台沙河拘留10多人
公司地址
江苏启东滨海工业园汇海路1号联系电话
400-820-2021电子邮箱
info@pmpsj.com江苏菲尼克斯机械有限公司 版权所有 备案号:苏ICP备19019478号-1